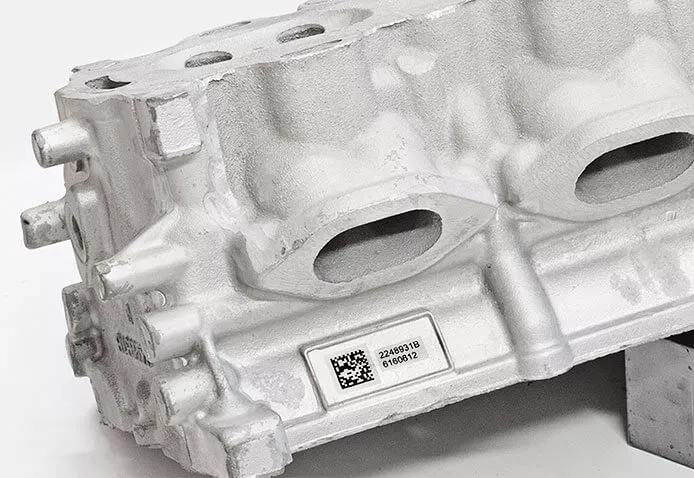
Znakowanie laserowe na stali i stali nierdzewnej jest stosowane zarówno jako metoda identyfikowalności, jak i do estetycznego znakowania logo i grafiki.
Laser gwarantuje nieusuwalne znaki, które nie tracą jakości z upływem czasu. Zarówno używając tradycyjnego lasera światłowodowego, jak i jego wariantów MOPA i lasera pikosekundowego, gwarantuje się uzyskanie znakowania o wysokim kontraście.
Znakowanie laserowe na stali jest również narzędziem coraz częściej stosowanym w świecie urządzeń gospodarstwa domowego oraz kranów i wyposażenia. Wynika to z faktu, że w ostatnich latach osiągnięto bardzo wysoki poziom precyzji estetycznej i wysoką odporność na czynniki korozyjne, na które narażone są te produkty.
Laser jest w stanie spełnić wymagania jakościowe sektora motoryzacyjnego, wymagania dotyczące produktywności sektora hydraulicznego, wymagania estetyczne urządzeń domowych oraz wymagania bezpieczeństwa przemysłu medycznego.